- 开通免费企业官网 全网推广获取商机
- 找精准客户,上百万采购买家需求
- 发采购 找产品,海量认证企业

台州市黄岩九铖模具厂PVC,PP扩口管件模具|日用品模具|PPR管件模具|
133****7581
管件模具配件的的失效形式有:1、塑性变形塑性变形主要表现为镦粗、弯曲、型腔变形、塌陷等。因模具工作时承受较大的应力,当应力超过模具材料的屈服极限时,就会产生塑性变形,改变其几何形状或尺寸。模具塑性变形时模具材料的屈服过程,通常以晶格滑移、孪晶、晶界滑移等方式进行。模具是否产生塑性变形,与所受应力、模具的工作温度及模具材料的高温强度等有关。2、磨损失效模具在工作时,与制件材料接触,并产生相对运动,台州市通用管件模具厂家现货,从而使接触表面逐渐失去物质的现象叫磨损。磨损失效又分为:表面金属疲劳脱落的疲劳磨损;金属表面气泡破裂而形成微小麻点和凹坑的气蚀磨损;液体和固体微小颗粒反复高速冲击模具表面,台州市通用管件模具厂家现货,使模具表面局部材料流失,形成麻点和凹坑的冲蚀磨损;以及在摩擦过程中,模具表面和周围介质发生化学或电化学反应,而引起表面材料脱落的磨蚀。磨损往往是以多种形式并存。3、断裂失效模具出现裂纹或分离为两部分或多部分,丧失工作能力的失效,即为断裂失效,台州市通用管件模具厂家现货。断裂可分为塑性断裂和脆性断裂。模具材料多为脆性断裂。管件模具的具体用途。台州市通用管件模具厂家现货
安装斜三通的时候需要注意什么?做卫生间排水管时开斜三通的方法如下:将安装斜三通的位置确定好。长度为斜三通的长度加1/斜三通下部与锯下75管粘好,把伸缩节上部锁盖拧下,正面放入粘好75管里,再把粘好75管的斜三通的底部穿没盖伸缩节里,先不要拧锁盖,把伸缩节下部与没锯75管沾好,然后将穿在伸缩节里的斜三通往上移。在把伸缩接锁盖拧死。三通为管件、管道连接件。排水斜三通定位技巧是:斜三通在测量时,应量出墙与上支管的尺寸,之后再将尺寸减去管口外侧的尺寸,计算出的结果就是直角的边长,就能得出斜三通45度角的位置。排水斜三通的定位技巧其实就是按照直角三角形的原理进行定位的,因此斜三通的内角是45度。浙江管件模具现货管件模具结构较为简单,所用材料多以碳素多则制造。

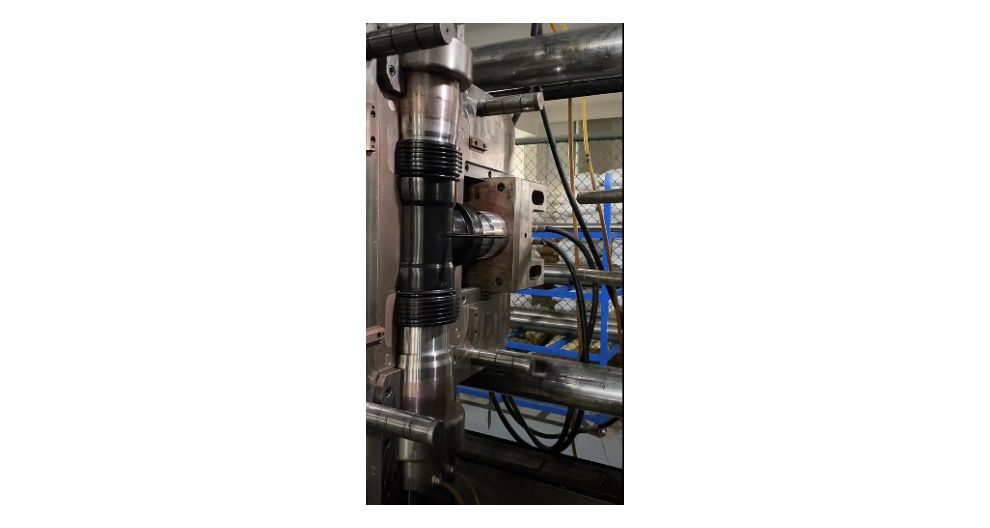
管件模具安装在注塑机中,用于生产塑料管件模型简单的判断方法是查看模具中使用的钢。当今制造塑料管模具的厂家很多,模具钢的使用不同,正规专业厂家相对用钢会更好,这可以用专业仪器测试。管模的质量还取决于管模的制造工艺。专业的塑料管模生产厂家可以使生产厂家更能让客户满意的管模。生产工艺主要取决于厂家的设备和技术人员的熟练程度。管件模具的制作过程中还要看管件模具的造型企业结构。模具的造型结构和模具产品设计在不懂的人看来是没有什么差别,但是真正懂模具的人可以知道,一款模具的造型结构和内部控制结构系统设计研究对于一副模具的重要性。就算为了能够减少模具生产成本,模具技术设计的改进也要以品质好的管件模具为前提。
要怎么搬运PPR管材?PPR管材在搬运管材管件时,要注意小心轻放,避免油污,严禁剧烈撞击、与尖锐物品碰撞和抛、摔、拖。不得用硬物敲打管子与管件,尤其是在较低的温度时。管材弯曲时,弯曲半径不得小于管子直径的八倍,严禁用明火加热弯曲。金属螺纹在设计时应采用锥形螺纹,连接时可使用麻或生料带密封,不可拧的过紧。只埋暗管封闭后,应在墙面或地表标明暗管的位置和走向,严禁在管子上冲击或钉金属钉等尖锐物品。试压验收后方能交工投入使用。未经培训的,请勿施工。管件模具主要由浇注系统、调温系统、成型零件和结构零件组成。

PPR管的连接方式有哪些?PPR管在热熔连接时,要注意准确的进行放样,可以用专门用工具进行切割,标出需热熔的长度后置于配套的热熔机上,按产品技术所要求的规定时间进行连接。热熔工具接通电源,到达工作温度指示灯后方能开始操作;切割管材,必须使端面垂直于管轴线。管材切割一般使用管子剪或管道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去除毛边和毛刺;热熔工具接通电源,等到工作温度指示灯亮后,方能开始操作;管材切割前,必须正确丈量和计算好所需长度,用合适的笔在管表面画出切割线和热熔连接深度线,连接深度应符合下表的要求;切割管材,必须使端面垂直于管轴线。管材切割应使用管子剪或管道切割机,用钢锯锯断管材的方法,不予提倡,万一使用时,应清理锯口的毛边和毛刺。管件模具如果生锈了,对生产厂家来说真是“伤不起”。浙江常见管件模具现货
PVC管件模具维护保养比模具维修检查更为重要,模具维修检查的次数越多,其寿命越短;台州市通用管件模具厂家现货
管件处理模具在各种管件生产加工中,为了配合产品的需求,将相关管件原件进行加工,一般的生产工艺有扩管、缩管、翻边、整形等工序。在现有的加工过程中,扩管、缩管、翻边、整形这四道工序是分开的,分别设置在生产工艺线的不同工序上,然而,以这样的生产方式加工产品,工艺复杂,产品的形位公差不易控制,生产加工效率低下,劳动强度大。本实用新型所要解决的技术问题是针对现有管件生产工艺复杂,产品的形位公差不易控制,生产加工效率低下,劳动强度大的缺陷,提供一种实用性好,扩管、缩管、翻边、整形四道工序一次加工的模具,提高产品的一致性,提高生产加工效率,降低劳动强度。为了解决上述的技术问题,本实用新型提供一种管件处理模具,包括上模、与上模对应设置的下模,其中,所述模具还包括设置在上模上的翻边板、设置在下模上且与所述翻边板对应设置的扩管模、设置在所述扩管才莫下端且与所述扩管模连接的缩管才莫、以及固定在上才莫上的冲头,在合模时,所述沖头、翻边板、扩管模、缩管模形成一空间,管件存放于所述空间中台州市通用管件模具厂家现货
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
台州市黄岩九铖模具厂 Copyright © 商名网营销建站平台 All Rights Reserved.

